内容来源:直观天业、《中国化工信息》杂志等网络公开渠道,由中国化工信息周刊编辑整理,转载请注明出处。
2020年是国内乙二醇投产大年,8月24日,新疆天业集团年产60万吨乙二醇项目顺利产出聚酯级乙二醇产品,满足聚酯行业对乙二醇指标的最高要求,标志着该项目全流程打通并进入生产运行阶段。
据了解,该项目主要依托天业集团在煤化工领域丰富的生产经验和科研成果,采用国际先进的草酸二甲酯合成、加氢技术生产聚酯级乙二醇,充分体现了项目装置大型化、技术集约化、生产规模化竞争优势,项目核心反应器生产能力、单套生产线规模、产品品质居国内外领先地位,是目前国内已建成规模最大的煤制乙二醇项目。
乙二醇的两种工艺路线
乙二醇的工业化生产工艺路线按原料不同分为两类:
一是乙烯路线,即以原油、乙烷或甲醇为原料;是现有工艺中最为成熟、占绝对市场优势的工艺路线。
二是合成气路线,以煤、天然气、焦炉气为原料,适合我国煤炭资源相对丰富的资源特点。
周小刊将围绕新疆天业所采用的合成气草酸酯路线制乙二醇为您解读一二。
合成气草酸酯路线制乙二醇包括3个步骤,工艺流程详见图1。
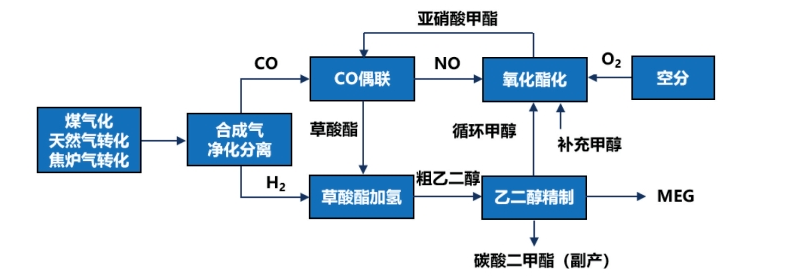
图1 合成气草酸酯路线制乙二醇工艺流程
目前国内工业化草酸酯路线技术持有方主要有日本高化学株式会社-东华科技公司-浙江联盛化学公司联合体、中国五环工程有限公司-华烁科技股份有限公司-鹤壁宝马科技集团联合体、上海浦景化工技术股份有限公司-华东理工大学-安徽淮化集团联合体、宁波中科远东催化工程技术有限公司-中国成达工程公司-中科院宁波材料技术与工程研究所-山东华鲁恒升化工股份有限公司联合体、中国科学院福建物质结构研究所-丹化化工科技公司-上海金煤化工新技术有限公司-河南能源化工集团联合体、中石化等。在这6家技术中,通辽金煤技术对外保密性较强,未对集团外企业转让;中石化技术仅在自己单位内部应用,不对外转让。
该技术路线的关键是羰化催化剂和加氢催化剂的性能,这与系统能耗和产品质量紧密相关。氧化酯化单元O、亚硝酸甲酯和NO的比例控制,以及监测防控手段是安全运行的保证。精馏单元设计、副产品分离对产品质量和装置经济效益有重要影响。
在草酸酯路线煤制乙二醇生产技术已基本成熟的大前提下,羰化和加氢两种催化剂的使用周期成为生产成本控制的重点。
高化学研制生产的一代合成气制乙二醇SEG羰化催化剂在新疆天业乙二醇装置上的使用寿命超过6年。2013年12月,高化学(江苏)化工新材料公司生产的约11吨的一代羰化催化剂装填在新疆天业一期5万吨/年乙二醇装置的一个羰化反应器中(共有两个羰化反应器),直至2020年5月该炉催化剂完成使命。6年多时间内共生产约31万吨聚酯级乙二醇,其中装有高化学一代催化剂的反应器约生产15.5万吨乙二醇,折合每吨羰化催化剂生产1.4万吨乙二醇。
新疆天业集团2013年开始展开了乙二醇催化剂关键技术攻关,组建了乙二醇催化剂研发团队,掌握了催化剂核心技术,共提出5项发明专利申请,后续将推进催化剂产业化。
草酸酯路线煤制乙二醇技术已近成熟,但仍有较大潜力可挖。比如,加氢催化剂的稳定性差、乙二醇选择性低及产品杂质多等都限制了煤制乙二醇装置的长周期运行及其产品在下游聚酯行业的应用,加氢催化剂的转化率、选择性、稳定性及使用寿命成为各技术方的关注重点。在技术的工程配套上,今后的研发重点方向是系统优化、能量利用,降低蒸汽和电等的消耗。预计随着煤制路线技术水平的提高,乙二醇产品产量的提升,下游聚酯的接受度将进一步提高。
聚酯产能持续扩张 乙二醇自给率不足五成
2008—2019年,我国乙二醇总需求量从671万吨增长至1785.20万吨,增长幅度达166.05%。聚酯作为乙二醇主要消费领域,需求增长表现最为可观:2008年聚酯对应的乙二醇需求量为637万吨,而2019年增长至1677.00万吨,10年间增长幅度达到163.27%。
乙二醇其他消费领域占比仅在5%以下,防冻液的需求较为分散,季节性也较强,2019年实际消费量大约在26万吨附近,预估2020年的需求量大约在25万吨。不饱和树脂2019年对乙二醇的实际消费量大约在40万吨,2020年产能预计达500万吨,对乙二醇需求量预估在40万~45万吨。聚氨酯在2020年对乙二醇需求量预估在25万~30万吨。
2020年我国聚酯行业产能预计达到6280万吨,产量在5290万吨左右,对应乙二醇需求1772.15万吨。
2019年,我国乙二醇自给率仅为45%。2019年新增产能25万吨,总产能达1103.1万吨,同比增长2.3%;产量达到814.9万吨,同比增长18.3%;产能利用率73.9%,同比提高10个百分点。进口994.7万吨,表观消费量1808.5万吨,自给率仅为45%,同比提高3.5个百分点。
未来,乙二醇在需求方面,预计仍将维持较为稳定的增长趋势,但伴随终端服装家纺领域进入瓶颈期,乙二醇需求增速将呈现逐步放缓状态。
2020年是国内乙二醇投产大年,上半年兖矿荣信、浙江石化、恒力石化陆续投产近300万吨/年,供应端的明显扩张导致市场承压;而需求端受到新冠肺炎疫情抑制,加剧了供需矛盾,导致市场价格大幅下行。
煤制乙二醇面临的两大难题
目前,煤制乙二醇已成为我国乙二醇产业发展的热点,但还存在一些不足和问题:
一是经济性问题。在目前低油价下,煤制乙二醇原有的竞争优势被严重削弱。
二是技术性问题。煤制乙二醇技术尚未完全成熟,部分装置运行不稳定,难以保障长周期、高负荷稳定运行;产品品质相比乙烯法存在一定差距,无法完全应用于聚酯生产,大多掺混使用。在当前市场环境下,国内乙二醇生产企业处境艰难,必须进一步依靠科技进步降成本、增效益。
与乙烯法乙二醇相比,煤制乙二醇还存在以下三方面的问题:
01 | 品稳定性差,同一个工厂的不同批次产品会出现有些批次产品达标,有些批次不达标的情况;
02 | 用于聚酯瓶片生产时,煤制乙二醇生产的产品透光度较差,下游接受度较低;
03 | 制乙二醇对部分涤纶长丝产品的染色有影响,不适合生产细旦丝。
因此,到目前为止,还没有一家聚酯企业完全以煤制乙二醇为原料。另外,出口的聚酯纤维产品使用煤制乙二醇为原料的寥寥无几,主要的原因是欧盟等主要出口地对原料指标要求较高;另外,由于聚酯瓶片消费领域集中在饮水瓶等涉及食品的领域,食品安全要求更高,现在基本上不接受煤制乙二醇。
当前,煤制乙二醇新增产能虽扩展较为迅速,但由于该领域技术处于成长阶段,因此短期内市场存在产能增速较快但产量增速缓慢的不匹配状态。煤制乙二醇工艺2019年仍保持稳定盈利,年均利润753元/吨。新冠肺炎疫情在全球范围内蔓延,给世界经济带来了轩然大波,金融和大宗商品市场大幅震荡,尤其是石油价格的暴跌给石化产业链带来了较大的冲击。低油价背景下,煤制乙二醇的盈利空间将大概率被大幅压缩,其生存压力将面对前所未有的挑战。